Khi ngành đúc phải đối mặt với nhu cầu ngày càng tăng về chất lượng sản phẩm, bảo vệ môi trường và hiệu quả sản xuất,V-Quy trình đúc(Quy trình chân không) đang dần nổi lên như một kỹ thuật then chốt trong hoạt động đúc hiện đại, nhờ những ưu điểm khác biệt của nó—bao gồm độ chính xác cao, ô nhiễm tối thiểu và tỷ lệ thu hồi vật liệu cao.
Quy trình V—còn được gọi là đúc kín chân không hoặc đúc áp suất âm—hoạt động theo nguyên tắc cốt lõi: sử dụng sự kết hợp giữa "cát khô không chứa chất kết dính + dán màng nhựa + nén chân không." Thay vì dựa vào các phương pháp xử lý hóa học truyền thống, nó đạt được sự hình thành nấm mốc thông qua chênh lệch áp suất vật lý.
• Đậy kín bình và mẫu bằng màng nhựa.
• Dùng bơm chân không để hút không khí, tạo ra áp suất âm 300–500 mmHg.
• Nén cát khô dưới áp suất khí quyển để đạt độ cứng 85–95 HB.
• Duy trì áp suất âm trong suốt quá trình rót và đông đặc; Sau khi nguội, chân không được giải phóng khiến cát khô tự động phân hủy.
Quy trình đúc V-Process
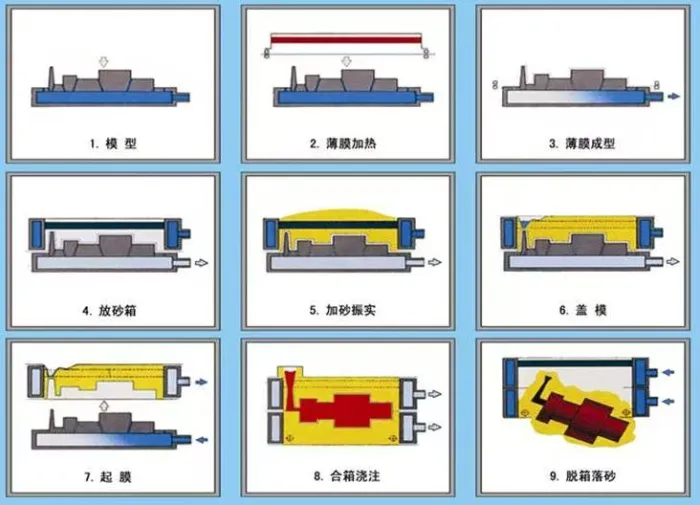
Toàn bộQuá trình đúc V-ProcessQuy trình chủ yếu bao gồm bảy bước sau:
1. Chuẩn bị mẫu
Sử dụng tấm mẫu hoặc mẫu được trang bị lỗ thông hơi chân không, đảm bảo rằng các lỗ thông hơi này được phân bổ đồng đều để tạo điều kiện thuận lợi cho việc hút chân không tiếp theo.
2. Ứng dụng làm phim
Đun nóng màng nhựa đến nhiệt độ 80–120°C để làm mềm màng nhựa, sau đó phủ lên bề mặt mẫu; áp dụng chân không để đảm bảo màng bám chặt và chính xác vào các đường viền của mẫu.
3. Ứng dụng sơn chịu lửa
Phun một lớp phủ chịu lửa khô nhanh—dày khoảng 0,04 mm—lên bề mặt khoang khuôn, sau đó là quy trình sấy khô; Bước này ngăn chặn sự bám dính của cát (đốt cháy) và nâng cao hiệu quả bịt kín.
4. Đổ và nén cát
Đặt một bình chuyên dụng lên trên mẫu, sau đó đổ đầy cát thạch anh khô cỡ 100–200 lưới; áp dụng rung động vi mô để nén khuôn cát và làm phẳng bề mặt.
5. Niêm phong và hút bụi
Phủ lên bề mặt trên của bình một lớp màng kín và tạo chân không để tạo áp suất âm, từ đó làm cứng và ổn định cấu trúc khuôn cát.
6. Tước mẫu và lắp ráp khuôn
Nhả chân không trên tấm mẫu để hoàn tất quá trình tước mẫu; sau đó, chèn lõi (nếu cần) và lắp ráp các nửa khuôn, đồng thời liên tục duy trì trạng thái áp suất âm để chuẩn bị đổ. 7. Đổ và lắc
Quá trình đổ được thực hiện trong điều kiện chân không (với nhiệt độ rót khoảng 1300–1400°C đối với sắt xám). Khi vật đúc đã nguội đến khoảng 90°C, chân không sẽ được giải phóng, kích hoạt quá trình lắc tự động, sau đó là quá trình làm sạch tiếp theo.
Ưu điểm cốt lõi của quá trình đúc V-Process
So với các quy trình đúc cát truyền thống,Quá trình đúc V-Processmang lại những lợi thế khác biệt và toàn diện:
1. Chất lượng đúc cao
Bề mặt hoàn thiện của vật đúc có thể đạt Ra12,5 và độ chính xác về kích thước có thể đạt được Lớp CT9. Tỷ lệ lỗi thấp và góc nghiêng thậm chí có thể giảm xuống 0°, khiến quy trình này đặc biệt phù hợp với các bộ phận có độ chính xác cao với cấu trúc phức tạp.
2. Thân thiện với môi trường và bền vững
Quá trình này không yêu cầu chất kết dính, giúp giảm bụi và khí thải độc hại một cách hiệu quả. Tỷ lệ thu hồi cát đã qua sử dụng vượt quá 95%, hoàn toàn phù hợp với xu hướng hiện đại hướng tới sản xuất xanh.
3. Chi phí sản xuất thấp
Nó giúp loại bỏ chi phí của nhựa và chất đóng rắn đồng thời kéo dài tuổi thọ khuôn thêm 30–50%. Hơn nữa, lượng dư gia công trên vật đúc giảm từ 20–40%, do đó tiếp tục giảm chi phí xử lý tiếp theo.
4. Phạm vi ứng dụng rộng rãi
Thích hợp cho nhiều loại vật liệu—bao gồm gang, thép đúc và hợp kim màu—quy trình này được sử dụng rộng rãi trong sản xuất các bộ phận quy mô lớn, các bộ phận có thành mỏng và các cụm kết cấu phức tạp, chẳng hạn như bệ máy công cụ, đối trọng và các loại vỏ khác nhau.
Tận dụng lợi thế của mình về chất lượng cao, tính bền vững về môi trường và hiệu quả về chi phí,Quá trình đúc V-Processđang liên tục thúc đẩy ngành công nghiệp đúc hướng tới một tương lai được đặc trưng bởi sản xuất hiệu quả cao, thân thiện với môi trường và chính xác.